



Vítame vás, aby ste nás kontaktovali, stabilne nielen vášho spoľahlivého dodávateľa, ale aj váš obchodný partner Tursty.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 29,2026
Keď sa ľudia pýtajú, koľko libier nitovacia matica udrží, odpoveď závisí od typu zaťaženia, o ktorom hovoríte. Nitovacie matice - tiež nazývané matice, slepé nitovacie matice alebo závitové vložky - môžu zlyhať tromi rôznymi spôsobmi a každý má svoje vlastné hodnotenie pevnosti. Pochopenie rozdielu je prvým krokom k správnemu a bezpečnému používaniu nitovacích matíc.
Vyťahovacia pevnosť (nazývaná aj pevnosť v ťahu) je sila potrebná na vytrhnutie nitovacej matice priamo zo základného materiálu v axiálnom smere – v podstate ju vytiahnete cez otvor. Toto je najčastejšie uvádzané zaťaženie, pretože je to najjednoduchší režim zlyhania na testovanie. Pevnosť v šmyku je odpor voči bočnej sile pôsobiacej kolmo na os nitovacej matice – druh zaťaženia, ktoré sa pokúša posúvať spojovací prvok do strán cez materiál. Pevnosť krútiaceho momentu je rotačný odpor – aká veľká sila otáčania je nainštalovaná nitovacia matica zvládne pred roztočením v diere. Vo väčšine reálnych aplikácií je skutočné zaťaženie kombináciou všetkých troch, ale pevnosť vytiahnutia je primárnym meradlom, ktoré výrobcovia používajú na hodnotenie zaťaženia.
Dve najväčšie premenné v sile držania nitovacej matice sú veľkosť závitu a materiál, z ktorého je samotná nitovacia matica vyrobená. Tu je praktický rozpis typických hodnôt pevnosti v ťahu a šmyku, ktoré uvidíte pri bežných špecifikáciách nitovacích matíc. Upozorňujeme, že ide o reprezentatívne hodnoty založené na inštalácii do 2–3 mm oceľového plechu – skutočné hodnoty sa líšia podľa výrobcu, základného materiálu a kvality inštalácie.
| Veľkosť závitu | Výsuvná oceľová nitová matica (lbs) | Výsuvná hliníková nitová matica (lbs) | Výsuv z nehrdzavejúcej ocele (lbs) |
| M4 / #8-32 | 400 – 600 libier | 200 – 350 libier | 500 – 700 libier |
| M5 / #10-24 | 600 – 900 libier | 300 – 500 libier | 700 – 1 000 libier |
| M6 / 1/4-20 | 900 – 1 400 libier | 450 – 700 libier | 1 100 – 1 600 libier |
| M8 / 5/16-18 | 1 400 – 2 200 libier | 700 – 1 100 libier | 1 800 – 2 600 libier |
| M10 / 3/8-16 | 2 000 – 3 200 libier | 1 000 – 1 600 libier | 2 500 – 3 800 libier |
| M12 / 1/2-13 | 2 800 – 4 500 libier | 1 400 – 2 200 libier | 3 500 – 5 200 libier |
Tieto čísla predstavujú kapacitu jednej nitovej matice inštalovanej do oceľového plechu primeranej hrúbky. Hodnoty pevnosti v šmyku zvyčajne predstavujú 60 – 80 % hodnôt vytiahnutia pre rovnaký spojovací prvok. Pri aplikáciách kritických z hľadiska bezpečnosti vždy použite bezpečnostný faktor aspoň 3:1 až 4:1, čo znamená, že by ste v prevádzke nemali zaťažovať spojovací prvok s hmotnosťou 1 200 libier na viac ako 300 – 400 libier. Presný produkt, ktorý používate, si vždy pozrite v údajovom liste konkrétneho výrobcu, pretože kvalita konštrukcie a tepelné spracovanie sa medzi značkami líšia.
Vyššie uvedené hodnoty zaťaženia predpokladajú inštaláciu do oceľového plechu primeranej hrúbky pre veľkosť nitovacej matice. V skutočnosti má hrúbka a sila základného materiálu, do ktorého inštalujete, obrovský vplyv na to, akú váhu môže nitovacia matica skutočne udržať – často viac ako samotná nitovacia matica. Vysokopevnostná nitovacia matica z nehrdzavejúcej ocele inštalovaná v tenkom hliníkovom plechu je len taká pevná, ako to hliník umožňuje.
Každá nitovacia matica má špecifikovaný rozsah zovretia – minimálnu a maximálnu hrúbku plechu, na ktorú je určená. Ak je základný materiál tenší ako minimálny rozsah uchopenia, nitovacia matica nevytvorí na slepej strane správne vydutie, čo bude mať za následok voľnú inštaláciu s nízkou pevnosťou, ktorá sa môže vytiahnuť pri malom zlomku svojej menovitej kapacity. Všeobecne platí, že pre nitovacie matice M6 potrebujete aspoň 1,5 mm ocele alebo 2,0 mm hliníka. Pre M8 a väčšie je 2,0 – 3,0 mm ocele praktickým minimom pre inštaláciu s plnou pevnosťou. Použitie nitovacej matice v materiáli tenšom, ako je špecifikované, je jednou z najčastejších príčin skorého zlyhania spojovacieho prvku pri domácich prácach a pri ľahkej výrobe.
Nitovacia matica inštalovaná v mäkkom oceľovom plechu udrží podstatne viac ako ten istý spojovací prvok inštalovaný v rovnakej hrúbke hliníka alebo plastu. Slepá príruba nitovacej matice sa opiera o zadnú stranu plechového materiálu – ak je tento materiál mäkký alebo krehký, deformuje sa alebo praskne okolo spojovacieho prvku skôr, ako samotná nitovacia matica dosiahne svoju menovitú pevnosť v ťahu. Pri inštalácii do hliníka znížte očakávané zaťaženie o 40 – 60 % v porovnaní s ekvivalentnou oceľovou inštaláciou. V prípade kompozitných panelov, sklenených vlákien alebo tenkých plastových fólií nie sú nitovacie matice vo všeobecnosti správnou voľbou upevňovacieho prvku pre akékoľvek významné konštrukčné zaťaženie – namiesto toho by sa mali použiť závitové dosky alebo podporné dosky.
Nie všetky nitovacie matice majú rovnakú geometriu tela a štýl tela priamo ovplyvňuje pevnosť vytiahnutia a, čo je kritické, odolnosť proti vytrhnutiu – ako dobre inštalovaná vložka odoláva otáčaniu, keď do nej uťahujete skrutku.
Štandardné nitovacie matice s okrúhlym telom majú hladkú valcovú stopku. Sú najbežnejším typom a jednoducho sa inštalujú. Ich slabinou je odolnosť proti krútiacemu momentu – pri veľkom uťahovacom momente skrutiek sa hladké okrúhle telo môže otáčať v otvore, pretože neexistuje žiadna mechanická funkcia, ktorá by bránila otáčaniu. To obmedzuje bezpečný krútiaci moment skrutiek na relatívne nízke hodnoty a robí ich menej vhodnými pre aplikácie, ktoré vyžadujú časté odstraňovanie a opätovnú inštaláciu skrutiek, kde kumulatívne otáčanie môže časom zväčšiť otvor.
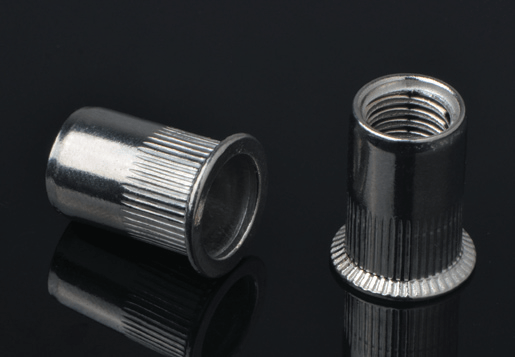
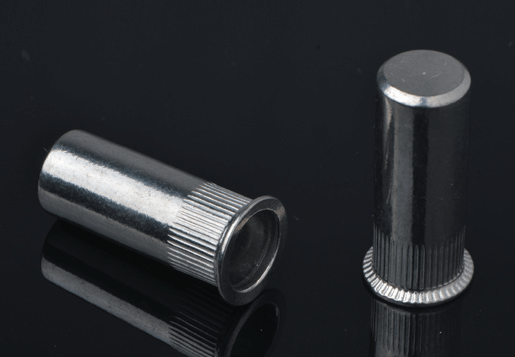
Vrúbkované nitovacie matice majú zúbkovaný alebo vrúbkovaný vonkajší povrch na drieku. Počas inštalácie sa tieto zúbky zahryznú do steny vyvŕtaného otvoru a odolávajú rotácii oveľa účinnejšie ako hladké telo. Odolnosť voči krútiacemu momentu ryhovanej nitovacej matice M8 môže byť 3–5-krát vyššia ako pri ekvivalentnom dizajne hladkého tela – často presahuje 30–50 Nm v porovnaní s 8–15 Nm pre hladké telo. Pre každú aplikáciu, kde budete pravidelne uťahovať a povoľovať skrutky, alebo kde sa vyžaduje vysoké predpätie skrutiek, sú ryhované nitovacie matice tela správnou voľbou.
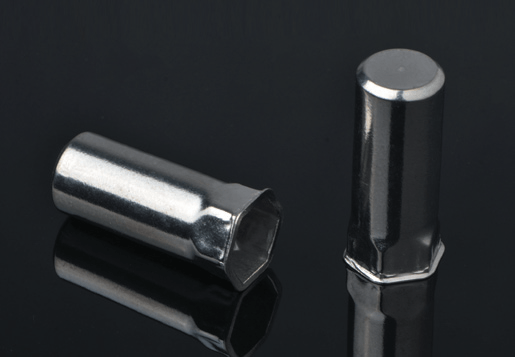
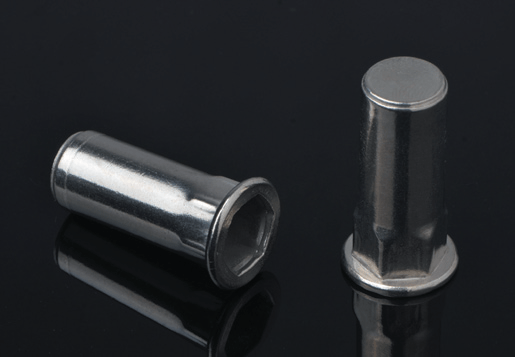
Nitovacie matice so šesťhranným telom vyžadujú šesťhranný otvor (vyrazený alebo prerazený namiesto vŕtania), ale poskytujú najvyššiu odolnosť proti vytrhnutiu uťahovacieho momentu zo všetkých typov nitovacích matíc. Ploché strany šesťhranného telesa sa mechanicky zablokujú proti stranám šesťhranného otvoru, čím účinne bránia akémukoľvek otáčaniu bez ohľadu na použitý krútiaci moment skrutky. Sú preferovanou voľbou pri výrobe automobilov a letectva, kde je kritická integrita spojovacích prvkov pri vibráciách a opakovaných montážnych cykloch. Požiadavka na šesťhranný otvor je hlavným obmedzením – pridáva krok k príprave otvoru, ktorý nie je realizovateľný vo všetkých aplikáciách.

Nitovacia matica, ktorá bola správne špecifikovaná a je vyrobená z kvalitného materiálu, môže stále zlyhať hlboko pod svoju menovitú kapacitu, ak nie je správne nainštalovaná. Zlá inštalácia je zodpovedná za významnú časť porúch nitovacích matíc v teréne a väčšine týchto porúch sa dá úplne predísť.
Nitovacie matice sú k dispozícii s niekoľkými možnosťami profilu príruby a výber ovplyvňuje rozloženie zaťaženia aj praktickú nosnosť v určitých aplikáciách.
Štandardné nitovacie matice s plochou prírubou sú predvolené pre väčšinu aplikácií – príruba je v jednej rovine s povrchom plechu a rozdeľuje zaťaženie na definovanú kontaktnú plochu. Veľkoprírubové nitovacie matice majú výrazne širší priemer príruby, čím sa zaťaženie vyťahovaním rozloží na väčšiu plochu povrchu plechu. To je obzvlášť cenné pri tenkých alebo mäkkých materiáloch – väčšia príruba zabraňuje pretiahnutiu nitovej matice materiálom na okraji príruby, čím sa účinne zvyšuje pevnosť v ťahu v týchto substrátoch o 20–40 % v porovnaní so štandardnou prírubou. Ak inštalujete do hliníkového plechu tenšieho ako 2 mm alebo do kompozitných panelov, špecifikácia nitovacej matice s veľkou prírubou je jednoduchý spôsob, ako zlepšiť nosnosť bez zmeny veľkosti závitu alebo prepínania materiálov.
Prírubové nitovacie matice so zápustnou hlavou (CSK) sú určené pre aplikácie, kde musí byť povrch úplne zarovnaný – žiadna vyčnievajúca príruba. Kompromisom je znížený odpor proti vytiahnutiu na rozhraní príruby, pretože geometria zapustenia sústreďuje zaťaženie na okraj zahĺbenia, a nie ho rozdeľuje cez plochú nosnú plochu. Nitovacie matice CSK sa najlepšie používajú tam, kde je prioritou profil povrchu a mierne zaťaženie – nie sú tou správnou voľbou pre maximálnu nosnosť.
Uvedenie čísel do kontextu pomáha kalibrovať očakávania. Tu sú bežné prípady použitia v reálnom svete a súvisiace požiadavky na zaťaženie:
Nitovacie matice nie sú jediným spôsobom, ako pridať závitové spojenie k plechu – a pochopenie toho, ako sa porovnávajú s alternatívami, pomáha pri výbere správnej metódy upevnenia pre príslušné zaťaženie.
| Typ spojovacieho prvku | Typická sila vytiahnutia (M8) | Odolnosť proti krútiacemu momentu | Vyžaduje sa prístup na obe strany? | Najlepšie pre |
| Nitovacia matica (hladká) | 1 400 – 2 200 libier | Nízka | Nie | Všeobecné zapínanie na slepú stranu |
| Nitovacia matica (ryhovaná) | 1 400 – 2 200 libier | Vysoká | Nie | Vysoká-torque, repeated assembly |
| Zvárať maticu | 2 500 – 4 000 libier | Veľmi vysoká | Áno (prístup na zváranie) | Vysoká-strength, permanent joints |
| Clip / Speed Matica | 200 – 600 libier | Mierne | Nie | Ľahké, ľahké odstránenie |
| Samosvorná matica | 2 000 – 3 500 libier | Veľmi vysoká | Áno (prístup stlačením tlačidla) | Tenký plech, vysoké zaťaženie, výroba |
Nitovacie matice zaujímajú praktickú strednú úroveň – poskytujú oveľa väčšiu pevnosť ako spony a sú inštalovateľné bez prístupu k slepej strane, čo z nich robí ten správny nástroj pre opravy, dodatočné vybavenie a výrobu, kde je vŕtanie a nastavovanie z jednej strany jedinou možnosťou. Ak sú obe strany prístupné a zaťaženie je veľmi vysoké, privarené matice alebo samosvorné matice prekonajú nitovacie matice. Pre väčšinu univerzálnych prác s plechom však úplne postačuje správne nainštalovaná oceľová nitovacia matica správnej veľkosti.
Všeobecné tabuľky pevnosti sú užitočné pri plánovaní guľôčok, ale pri akejkoľvek aplikácii, kde záleží na zaťažení – úpravy vozidla, montáž zariadenia, konštrukčné držiaky – by ste mali pracovať s údajmi konkrétneho výrobcu pre presný produkt, ktorý používate. Tu je návod, ako to urobiť spoľahlivo:






")
")
")

Copyright © Stabilné priemyselné upevňovacie prvky Co., Ltd. All Rights Reserved


 Udeliť
Udeliť