



Vítame vás, aby ste nás kontaktovali, stabilne nielen vášho spoľahlivého dodávateľa, ale aj váš obchodný partner Tursty.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 25,2026
Slepé nitovacie matice – tiež nazývané klinovacie matice, závitové vložky, slepé závitové vložky alebo matice – sú tenkostenné valcové spojovacie prvky s vnútorným závitom, ktoré sa inštalujú do predvŕtaného otvoru len z jednej strany, bez akéhokoľvek prístupu k zadnej strane materiálu. Po nainštalovaní poskytujú pevný a trvalý závitový spojovací bod v materiáloch, ktoré sú príliš tenké na to, aby samy o sebe udržali užitočný závit, v materiáloch, v ktorých by závitovanie neposkytlo dostatočnú pevnosť v ťahu, alebo v zostavách, kde je zadná časť panelu po vyrobení úplne neprístupná.
Princíp inštalácie je jednoduchý, ale mechanicky elegantný: klinová matica sa zasúva cez otvor, pričom jej závitové telo vyčnieva na prístupnej strane. Nastavovací nástroj zaberá s vnútorným závitom a ťahá stonku, pričom drží prírubu, čo spôsobí, že sa zadná časť tela bez závitu zrúti a deformuje smerom von do vydutia, ktoré zviera obe strany materiálu medzi vydutím a prírubou. Výsledkom je klincovaný, nerotujúci závitový spojovací prvok, ktorý je trvalo ukotvený v otvore. Nainštalovaná matica potom môže prijať štandardnú skrutku alebo skrutku z prístupnej strany, čím efektívne vytvorí maticu na mieste, kde by sa inak nedala držať žiadna matica.
Technická hodnota slepé nitovacie matice je najzreteľnejšia pri výrobe plechu, kde tenké oceľové a hliníkové panely potrebujú bezpečné závitové spojenia pre kryty, konzoly, rukoväte a montáž zariadenia bez priváracích matíc alebo pomocou klietkových matíc, ktoré vyžadujú prístup na obe strany. Sú rovnako cenné v kompozitných paneloch, dutých výliskoch, plastových krytoch a akejkoľvek konštrukcii, kde by si kombinácia jednostranného prístupu a silného záberu závitu inak vyžadovala prepracovanie. Dobre nainštalovaná slepá nitovacia matica v 2 mm oceľovom plechu môže poskytnúť vyťahovacie zaťaženie 3 000 – 7 000 N a odolnosť proti uťahovaciemu momentu odizolovania 4 – 25 N·m v závislosti od veľkosti závitu a materiálu – výkon, ktorý môžu dosiahnuť zvárané matice, ale ktorému sa žiadny konvenčný závit v tenkom plechu nemôže priblížiť.
Uslepovacie nitovacie matice sa vyrábajú v niekoľkých konfiguráciách hláv a profilov tela, ktoré ovplyvňujú, ako nainštalovaný spojovací prvok sedí vzhľadom na povrch panelu, aký veľký krútiaci moment môže odolať pred roztočením a aký rozsah hrúbky panela môže pojať. Výber správneho štýlu tela je rovnako dôležitý ako výber správneho materiálu a veľkosti závitu – použitie klinovej matice s plochou hlavou, kde sa vyžaduje zapustená hlava, alebo štýlu hladkého tela, kde je potrebné vrúbkované telo, aby sa zabránilo otáčaniu, vytvára inštaláciu, ktorá nespĺňa požiadavky na dizajn bez ohľadu na to, ako presne bola nastavená.
Plochá hlava (tiež nazývaná veľká príruba alebo štandardná príruba) je najbežnejším štýlom klinovej hlavy. Priemer príruby je väčší ako priemer otvoru, sedí hrdo na povrchu panelu a opiera sa oň, aby sa rozložilo upínacie zaťaženie. Rozdeľovacie matice s plochou hlavou sa používajú tam, kde namontovaná hlava upevňovacieho prvku nemusí byť zarovnaná s povrchom – na vnútornej strane krytov, na konštrukčných konzolách av aplikáciách skrytej montáže. Veľký priemer príruby poskytuje dobrú nosnú plochu voči materiálu panelu, čo je dôležité pri mäkších materiáloch, ako je hliníkový plech a plast, kde by sa malá príruba mohla pretiahnuť cez otvor pri vysokom zaťažení skrutiek.
Zápustné slepé nitovacie matice majú uhlovú prírubu navrhnutú tak, aby pri montáži do zapusteného otvoru lícovala s povrchom panelu alebo pod ním. To vytvára po inštalácii úplne rovný povrch, čo je nevyhnutné pri aerodynamických povrchoch, posuvných mechanizmoch, dekoratívnych paneloch a akejkoľvek zostave, kde by vyčnievajúca hlava upevňovacieho prvku bola funkčne alebo esteticky neprijateľná. Uhol zahĺbenia je zvyčajne 90° alebo 120°, čo zodpovedá štandardným geometriám záhlbných vrtákov. Zápustné matice vyžadujú dodatočnú operáciu zahĺbenia otvoru pred inštaláciou, čím sa pridáva procesný krok, ale výsledná zapustená inštalácia je často jediným prijateľným riešením pre požiadavky aplikácie.
Slepé nitovacie matice so zníženou hlavou majú menší priemer príruby ako štandardné konštrukcie s plochou hlavou, čo umožňuje inštaláciu na miestach, kde je priestor medzi otvorom a susedným prvkom obmedzený – blízko okrajov panelov, blízko zvarov alebo v kanáloch, kde by sa príruba plnej veľkosti fyzicky nezmestil. Zmenšená nosná plocha menšej príruby znamená nižšiu únosnosť pri ťahaní mäkkých materiálov, takže varianty so zníženou hlavou sú najvhodnejšie pre tvrdšie materiály, ako je oceľový plech, kde je napätie ložiska príruby nižšie v porovnaní s medzou klzu materiálu. Niektoré aplikácie tiež používajú vrúbkovaný alebo šesťhranný vonkajší profil tela v kombinácii so zníženými hlavami, aby sa zabránilo otáčaniu pod krútiacim momentom, čím sa kompenzuje znížené uchytenie príruby menšieho priemeru.
Uslepovacie nitovacie matice sa vyrábajú v štyroch skupinách základných materiálov, z ktorých každá je vhodná pre rôzne kombinácie základných materiálov, vystavenie životnému prostrediu a požiadavky na zaťaženie. Výber materiálu klinovej matice musí zohľadňovať nielen mechanické požiadavky na spoj, ale aj galvanickú kompatibilitu so základným materiálom – inštaláciou oceľovej klinovej matice do hliníkového panelu v morskom prostredí sa vytvorí galvanický článok, ktorý v priebehu niekoľkých mesiacov zničí okolitý hliník.
| Materiál | Sila vytiahnutia | Odolnosť proti korózii | Kompatibilné materské materiály | Najlepšie aplikácie |
|---|---|---|---|---|
| Oceľ (pozinkovaná) | Najvyššie | Stredná (vnútorná/suchá) | Oceľ, železo, tvrdé plasty | Priemyselné kryty, stroje, vozidlá |
| hliník | Mierne | Dobré (vonku) | hliník sheet, thin composites | Letecké panely, námorné armatúry, karosérie EV |
| Nehrdzavejúca oceľ (A2/A4) | Vysoká | Výborne | Oceľ, nerez, hliník (s izolátorom) | Námorné, potravinárske, outdoorové vybavenie |
| Mosadz | Mierne–High | Veľmi dobré | Plasty, PCB, neželezné panely | Elektronické kryty, vodovodné armatúry |
Oceľové klinové matice so zinkovým galvanickým pokovovaním sú najpoužívanejšie a ponúkajú najvyššie absolútne hodnoty vytiahnutia a krútiaceho momentu, vďaka čomu sú predvolenou voľbou pre aplikácie konštrukčných oceľových plechov v chránených alebo suchých vnútorných prostrediach. Zinkové pokovovanie poskytuje miernu ochranu proti korózii, ktorá je primeraná pre vnútorné priemyselné zariadenia, ale nedostatočná pre dlhodobé vonkajšie alebo pobrežné vystavenie. Pre vonkajšie aplikácie na oceľových konštrukciách poskytujú spojovacie matice z nehrdzavejúcej ocele A2 (304) alebo A4 (316) potrebnú odolnosť proti korózii – stupeň A4 v morských prostrediach s vysokým obsahom chloridov, kde by A2 hrozila štrbinová korózia pod inštalovanou prírubou.
Hliníkové matice v hliníkovom základnom materiáli sú galvanicky ideálnou voľbou pre hliníkové konštrukcie a panely. Ich nižšia medza klzu v porovnaní s oceľou znamená, že pri inštalácii vytvárajú mäkšie vydutie, čo môže byť výhodné v tenkých alebo krehkých základných materiáloch, kde by sila pri inštalácii oceľovej klinovej matice narušila zónu otvoru. Hliníkové klinové matice by sa nemali používať tam, kde bude upínacia skrutka z vysokopevnostnej ocele utiahnutej na hodnoty, ktoré presahujú krútiaci moment závitovej pásky mäkšej hliníkovej vložky – v takýchto prípadoch je potrebná oceľová alebo nehrdzavejúca matica s vhodnými opatreniami na galvanickú izoláciu hliníkového panelu.
Uslepovacie nitovacie matice sú dostupné vo veľkostiach metrických závitov od M3 do M16 a vo veľkostiach unifikovaných závitov od 6-32 UNC do 3/8-16 UNC, ktoré pokrývajú celú škálu veľkostí spojovacích prvkov používaných v ľahkých plechoch až po stredné konštrukčné aplikácie. Rozsah zovretia – rozsah hrúbok základného materiálu, ktorý môže klinová matica pojať – je rovnako dôležitá ako veľkosť závitu, pretože klinová matica inštalovaná v materiáli mimo rozsahu uchopenia buď nevytvorí správne vydutie (príliš hrubá), alebo sa nadmerne zdeformuje a rozdelí telo (príliš tenká).
Každý model klinovej matice je navrhnutý pre špecifický rozsah uchopenia, ktorý zvyčajne zahŕňa 1,5–4 mm variácie hrúbky materiálu v rámci jedného čísla dielu. Rovná matica špecifikovaná pre rozsah uchopenia 0,5–3,0 mm sa správne nainštaluje do akéhokoľvek plechu alebo panelu v rámci tohto rozsahu hrúbok, čím sa vytvorí konzistentné vydutie, ktoré poskytuje plné menovité upínacie zaťaženie. Inštalácia klinovej matice s rozsahom uchopenia 0,5 až 3,0 mm do 4 mm materiálu je bežná chyba poľa, ktorá spôsobuje inštaláciu, pri ktorej sa telo dostatočne nedeformovalo na uchytenie zadnej strany materiálu – klincová matica sa pri veľmi malom zaťažení otáča alebo vyťahuje.
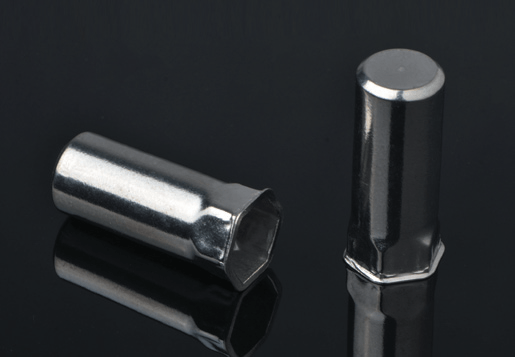
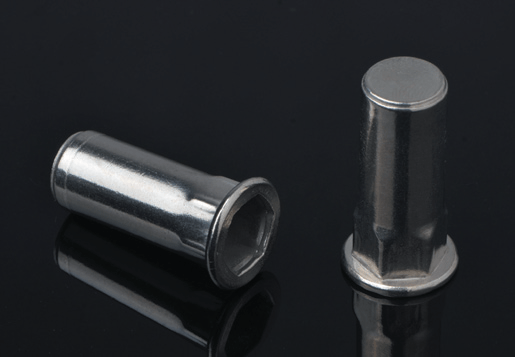
Štandardné otvorené matice majú telo s priechodným závitom, ktoré je otvorené na konci príruby aj na vyčnievajúcom (slepom) konci. To umožňuje, aby cez inštalovanú vložku prešla skrutka akejkoľvek dĺžky, ale tiež to znamená, že tekutiny, plyny a nečistoty môžu prechádzať cez telo nitovej matice v oboch smeroch. V aplikáciách vyžadujúcich tesnenie kvapalinou alebo tlakom v mieste upevňovacieho prvku – tlakové kryty, vonkajšie vybavenie, panely obsahujúce kvapalinu – musia byť špecifikované uzavreté matice s utesneným slepým koncom. Konštrukcie s uzavretým koncom majú rovnakú vonkajšiu geometriu a spôsob inštalácie ako konštrukcie s otvoreným koncom, ale blokujú priechod tekutiny cez telo vložky, pričom zachovávajú integritu akéhokoľvek tesnenia alebo tmelu na rozhraní spoja bez toho, aby vyžadovali dodatočné tesniace opatrenia v otvore upevňovacieho prvku.
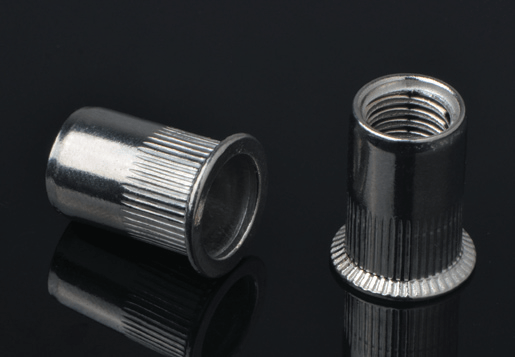
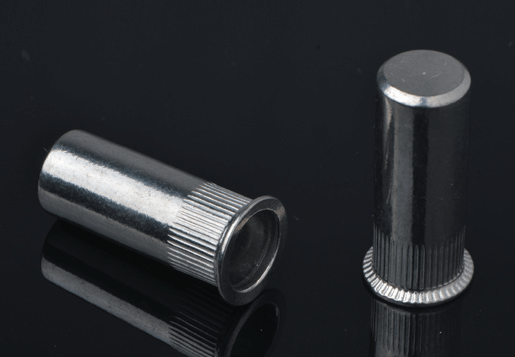
Štandardné slepé nitovacie matice s hladkým telom sa spoliehajú na trenie medzi deformovaným vydutím tela a materiálom panelu, aby odolali rotácii, keď je spojovacia skrutka utiahnutá alebo odstránená. V mäkkých materiáloch – tenkom hliníku, plastoch a kompozitných paneloch – môže byť tento trecí odpor nedostatočný, čo spôsobí, že sa klinová matica v otvore pretočí a neumožní utiahnutie alebo vybratie skrutky. Vrúbkované klinové matice majú pozdĺžne zúbkovanie alebo vrúbkovaný vzor na vonkajšom povrchu tela, ktorý sa počas inštalácie zarezáva do steny otvoru a poskytuje pozitívny mechanický zámok proti otáčaniu nezávislý od upínacieho trenia. Vrúbkované klinové matice sú správnou špecifikáciou pre každú aplikáciu, kde je základný materiál dostatočne mäkký na to, aby umožňoval otáčanie pri miernom krútiacom momente, alebo kde sa skrutka bude počas životnosti produktu často odstraňovať a znovu inštalovať.

Správna inštalácia slepých nitovacích matíc vyžaduje nastavovací nástroj, ktorý dokáže aplikovať presnú kombináciu ťažnej sily a zdvihu potrebnej na vytvorenie vydutia bez nadmerného alebo nedostatočného nastavenia tela. Použitie nesprávneho nástroja – alebo nesprávneho použitia správneho nástroja – je jedinou najčastejšou príčinou slabej alebo neúspešnej inštalácie klincov. Výber nástroja závisí od veľkosti inštalovaného závitu, objemu výroby a dostupnosti miesta inštalácie.
Nástroje na ručné nastavovanie klinovej matice používajú nožnicový alebo pákový mechanizmus s dvoma rukoväťami na generovanie ťažnej sily na závit tŕňa, čím sa vytvorí vydutie mechanickým pákovým efektom. Majú nízku cenu, nevyžadujú zdroj energie a sú vhodné na príležitostné použitie alebo opravy v teréne na malých závitoch – zvyčajne M3 až M8. Obmedzením ručného náradia je únava operátora a nekonzistentnosť vo veľkoobjemovej výrobe, kde sa inštalačná sila mení medzi operátormi a v priebehu zmeny. Pri veľkostiach M10 a väčších požadovaná ťažná sila presahuje to, čo môže väčšina operátorov spoľahlivo generovať pomocou ručného náradia, takže je potrebné pneumatické alebo akumulátorové náradie.
Pneumatické nástroje na nastavovanie klinovej matice používajú stlačený vzduch na pohon piestu, ktorý aplikuje požadovanú ťažnú silu na závitový tŕň, potom sa obráti, aby sa uvoľnil tŕň a vysunie sa nastavená vložka. Poskytujú konzistentnú montážnu silu bez ohľadu na únavu alebo odchýlky operátora, vďaka čomu sú štandardnou voľbou pre použitie na výrobnej linke, kde sa inštalujú stovky alebo tisíce klinových matíc za zmenu. Pneumatické nástroje sú k dispozícii s nastaviteľnou ťažnou silou a nastavením zdvihu, ktoré možno kalibrovať pre špecifické veľkosti klinových matic a materiály, čím sa zabezpečí konzistentná kvalita inštalácie počas celej výrobnej série. Hydraulické nástroje sa používajú pre najväčšie veľkosti (M12–M16), kde samotný pneumatický tlak nestačí na vytvorenie požadovaného nastavovacieho zaťaženia 15–25 kN.
Podiel nástrojov na inštaláciu klincovacích matíc poháňaných batériou výrazne vzrástol, pretože vďaka technológii lítium-iónových batérií je akumulátorové náradie dostatočne výkonné na inštaláciu klinovacích matíc M8–M12 s konzistentnou silou a bez závislosti pneumatického náradia na vzduchu. Akumulátorové náradie je ideálne pre inštalačné práce na mieste, operácie v teréne a výrobné prostredia, kde nie je k dispozícii stlačený vzduch alebo kde je dôležitá mobilita nástrojov. Poprední výrobcovia vrátane Stanley Engineered Fastening (značka POP), Gesipa a Böllhoff ponúkajú akumulátorové ryhovacie náradie s nastavením krútiaceho momentu a zdvihu pomocou rozhrania nástroja, čím poskytujú porovnateľnú konzistenciu inštalácie ako pneumatické nástroje pre veľkosti v rámci ich kapacitného rozsahu.
Správne nainštalovaná slepá nitovacia matica vyžaduje presné vykonanie v každom kroku – príprava otvoru, overenie výberu klinovacej matice, kalibrácia nastavovacieho nástroja a kontrola po inštalácii. Skratky v ktoromkoľvek kroku spôsobujú spoje, ktoré zlyhajú pod svoju menovitú nosnosť a spôsob zlyhania – otáčanie sa v diere alebo preťahovanie pod zaťažením – často nie je zrejmý, kým spoj nie je otestovaný alebo zlyhá v prevádzke.
Uslepovacie nitovacie matice sa objavujú v výnimočne širokej škále priemyselných odvetví a aplikácií, zjednotených bežnou požiadavkou na pevné závitové spojenie v mieste, kde je prístupná len jedna strana základného materiálu. Pochopenie špecifických požiadaviek každého kontextu aplikácie pomáha pri výbere správneho variantu klinovej matice – materiál, štýl hlavy, profil tela a veľkosť závitu – pre spoľahlivý výkon počas životnosti produktu.
Panely automobilových karosérií, rámy dverí, nosiče prístrojových panelov, kryty batérií v elektrických vozidlách a karosérie prívesov vo veľkej miere používajú slepé nitovacie matice na pripevnenie držiakov, ozdobných dielov, hardvéru na vedenie káblov a mechanických komponentov k tenkým plechom, ktoré sa po lakovaní nedajú zvárať alebo ktoré musia počas životnosti vozidla opakovane prijímať a uvoľňovať komponenty. Oceľové a nehrdzavejúce oceľové klinové matice vo veľkostiach M5–M10 sú najbežnejšie v aplikáciách automobilových karosérií, pričom hliníkové matice sa používajú v konštrukciách vozidiel náročných na hliník, aby sa predišlo problémom s galvanickou koróziou. Vysoké objemy výroby v automobilovej výrobe uprednostňujú pneumatické a robotické nastavovacie nástroje, ktoré poskytujú konzistentnú kvalitu inštalácie pri rýchlosti stoviek matice za hodinu.
Elektrické skrine, serverové stojany, ovládacie panely a kryty elektronických zariadení používajú slepé nitovacie matice na zabezpečenie upevňovacích bodov pre lišty DIN, držiaky káblových žľabov, montážne dosky komponentov a sklopné dvere v tenkých oceľových alebo hliníkových krycích paneloch. V týchto aplikáciách klinová matica často slúži ako náhrada uchytenej matice – čím sa eliminuje potreba samostatnej voľnej matice na neprístupnom vnútornom povrchu panelu krytu. Mosadzné matice sú uprednostňované v aplikáciách zahŕňajúcich montáž PCB alebo citlivú elektroniku, kde by magnetické vlastnosti ocele mohli interferovať s komponentmi a kde mosadz poskytuje odolnosť proti korózii a vynikajúcu kvalitu závitu pre skrutky s jemným stúpaním, ktoré sú bežné pri montáži elektroniky.
Vnútorné panely lietadiel, priestory pre avionické vybavenie, zadné ramená vrtuľníkov a draky lietadiel bez posádky (UAV) používajú slepé nitovacie matice z hliníka a nehrdzavejúcej ocele na zabezpečenie závitových upevňovacích bodov v tenkostenných hliníkových plášťoch a kompozitných paneloch, kde by nitovanie nezabezpečilo spojenie závitov a zváranie je buď nepraktické alebo štrukturálne neprijateľné. Aplikácie v letectve a kozmickom priemysle špecifikujú klince podľa špecifikácií NAS (National Aerospace Standard) alebo NASM s prísnejšími rozmerovými toleranciami a požiadavkami na testovanie ako produkty z komerčného katalógu. Varianty so zapustenými hlavami sú štandardom v aplikáciách aerodynamického povrchu na udržanie hladkého prúdenia vzduchu nad povrchom panelu.
Oceľové a hliníkové rúrkové nábytkové rámy, vitrínové regály, deliace systémy a architektonické obkladové panely používajú slepé nitovacie matice na pripevnenie hardvéru, spojovacích konzol, vyrovnávacích nožičiek a konštrukčných spojok k dutým alebo tenkostenným profilom, kde by závitovanie základného materiálu bolo nedostatočné a zváranie po práškovom lakovaní alebo eloxovaní je nepraktické. Schopnosť inštalovať tesniace matice po povrchovej úprave je významnou výrobnou výhodou – diely môžu byť najskôr dokončené a potom osadené klinovými maticami bez poškodenia povrchu, na rozdiel od zváraných matíc, ktoré sa musia inštalovať pred dokončením a chrániť počas procesu nanášania náteru.
Dokonca aj pri správnej špecifikácii produktu, inštalácia slepých nitovacích matíc zlyhá, keď nie sú kontrolované premenné procesu. Nasledujúce problémy zodpovedajú za väčšinu zlyhaní v teréne a odmietnutia kvality výroby a každý z nich má jasnú hlavnú príčinu a preventívne opatrenie.






")
")
")

Copyright © Stabilné priemyselné upevňovacie prvky Co., Ltd. All Rights Reserved


 Udeliť
Udeliť