



Vítame vás, aby ste nás kontaktovali, stabilne nielen vášho spoľahlivého dodávateľa, ale aj váš obchodný partner Tursty.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Jan 27,2026
Slepé nitovacie matice , často označované jednoducho ako "rovnice" alebo závitové vložky, riešia špecifickú inžiniersku výzvu: vytváranie silných, opakovane použiteľných závitov v materiáloch, ktoré sú príliš tenké na závitovanie. Na rozdiel od štandardných nitov, ktoré natrvalo spájajú dva kusy, sa nitovacia matica ukotví do jedného listu a poskytuje montážny bod pre skrutky alebo skrutky. Vďaka tomu sú nepostrádateľné pri reštaurovaní automobilov, letectve a výrobe na zákazku, kde nie je možný prístup zo zadnej strany.
Mechanizmus sa spolieha na kompresiu. Keď sa nitovacia matica naskrutkuje na nastavovací nástroj a vloží sa do predvŕtaného otvoru, nástroj potiahne závity dozadu. Táto činnosť spôsobí, že nezávitová časť drieku – známa ako kolapsová komora – sa na slepej strane materiálu vydutie smerom von. Toto vydutie pevne zovrie plech proti hlave upevňovacieho prvku a zaistí ho na mieste. Pochopenie tohto procesu deformácie je dôležité, pretože ak je sila ťahu príliš malá, matica sa otáča; ak je príliš silný, nite sa odizolujú.
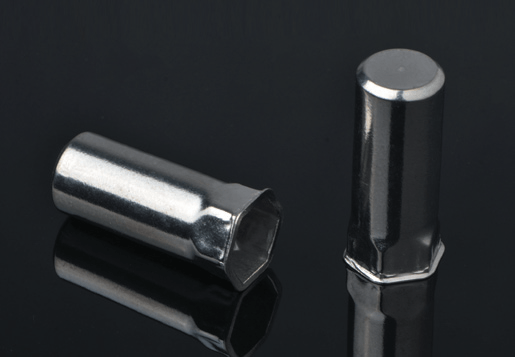
Výber správneho tvaru je prvým krokom k prevencii zlyhania. Profil tela určuje odolnosť spojovacieho prvku proti "vytočeniu" - najbežnejšiemu poruchovému režimu, keď sa matica otáča v otvore, keď je skrutka utiahnutá. Zatiaľ čo okrúhle telesá sú najbežnejšie kvôli ľahkej inštalácii (vyžaduje len štandardný vrták), ponúkajú najmenší odpor voči krútiacemu momentu.
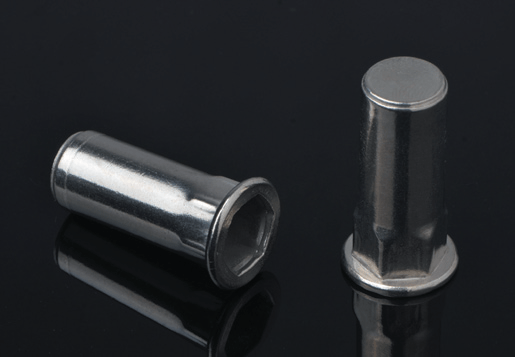
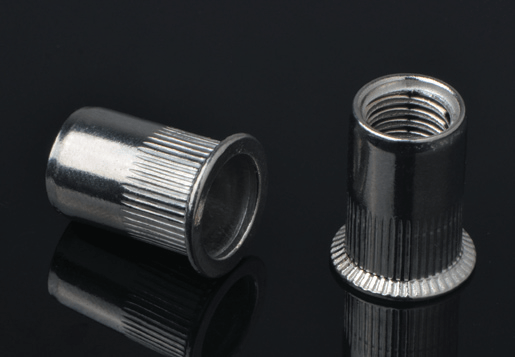
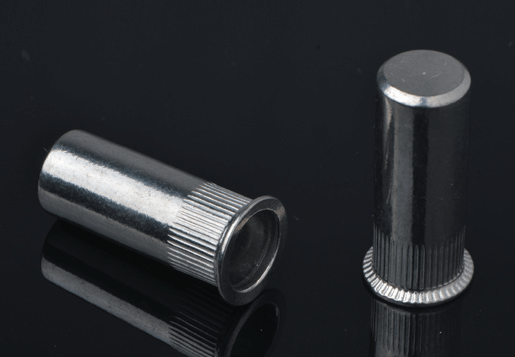
Pre aplikácie s vysokým krútiacim momentom sú lepšie nitovacie matice so šesťhranným telom. Vyžadujú šesťhranný otvor, zvyčajne vytvorený laserovým rezačom alebo špecializovaným razníkom, ale mechanicky sa zapadnú do materiálu, takže je takmer nemožné. Ak sa obmedzujete na vŕtanie kruhových otvorov, ale potrebujete vyššiu odolnosť voči krútiacemu momentu, hľadajte „ryhované“ alebo „ryhované“ kruhové telesá. Vyznačujú sa zvislými hrebeňmi na drieku, ktoré sa zahryznú do hostiteľského materiálu, aby sa zvýšilo trenie.
Štýl hlavy ovplyvňuje konečnú rovinnosť vašej zostavy. A Plochá hlava poskytuje najväčšiu plochu na prednej strane, ponúka vysokú odolnosť proti vytlačeniu, ale sedí hrdo na povrch. A Zapustená hlava umožňuje upevňovaciemu prvku sedieť v jednej rovine s materiálom, ale vyžaduje zahĺbenie otvoru, čo je pri veľmi tenkých plechoch náročné. A Znížená alebo nízkoprofilová hlava je hybridná možnosť, ktorá ponúka takmer zarovnané lícovanie bez potreby zahĺbenia, hoci ponúka o niečo menšiu štrukturálnu pevnosť ako veľká plochá hlava.
Jedným z najviac prehliadaných aspektov inštalácie nitovacích matíc je galvanická korózia. K tomu dochádza, keď sú dva rozdielne kovy v kontakte v prítomnosti elektrolytu (ako je vlhkosť), čo spôsobuje, že jeden z nich rýchlo koroduje. Napríklad inštalácia hliníkovej nitovacej matice do oceľového panelu môže viesť k tomu, že sa matica časom zmení na biely prášok, čo spôsobí štrukturálne zlyhanie.

Na rozdiel od štandardnej matice a skrutky má slepá nitovacia matica špecifický "rozsah zovretia" - minimálnu a maximálnu hrúbku materiálu, ktorú môže účinne upnúť. Ak sa pokúsite nainštalovať nitovaciu maticu s rozsahom zovretia 0,5 mm – 3,0 mm do dosky s hrúbkou 4,0 mm, zborovacia komora sa úplne neroztiahne, čo bude mať za následok uvoľnenie. Naopak, použitie nitovacej matice určenej pre hrubé materiály na tenkom plechu zabráni správnemu dosadnutiu hlavy.
Vždy zmerajte celkovú hrúbku materiálu, do ktorého inštalujete, vrátane akejkoľvek farby alebo náteru. Výrobcovia opečiatkujú alebo farebne označia svoje spojovacie prvky, aby označili rozsah uchopenia. Ak pracujete s premenlivou hrúbkou, zvážte „multigrip“ nitovacie matice, ktoré majú variabilné zóny zrútenia, aby sa prispôsobili širšej škále kalibrov.
| Parameter | Dôsledok chyby | Riešenie |
| Veľkosť otvoru je príliš veľká | Nitovacia matica sa voľne otáča; strata odporu krútiaceho momentu. | Používajte presné vrtáky; nekývajte vŕtačkou. |
| Rozsah uchopenia je príliš krátky | Vydutie sa tvorí vo vnútri otvoru, nie za ním. | Zmerajte hrúbku materiálu pomocou posuvného meradla. |
| Nástroj na nadmerné utiahnutie | Závitové páskové alebo tŕňové patentky. | Upravte zdvih nástroja; použite nástroj s obmedzeným krútiacim momentom. |
Spin-out je nočnou morou pre každého inštalatéra. Akonáhle sa nitová matica roztočí, odstránenie skrutky sa stáva mimoriadne obtiažnym, čo často vyžaduje odbrúsenie hlavy skrutky. Prevencia úplne závisí od prípravy otvoru a správnej sily nastavenia.
Otvor musí mať presný priemer špecifikovaný výrobcom. Ak špecifikácia vyžaduje otvor s priemerom 9 mm, vrták s priemerom 3/8" (čo je približne 9,5 mm) bude mať za následok nedbalé uloženie a nevyhnutnú poruchu. Pre metrické nitovacie matice použite metrické bity. Okrem toho sa uistite, že je otvor odhrotovaný. Otrepy môžu sedieť pod hlavou nitovej matice, čím sa bráni tomu, aby sedela v jednej rovine a aby sa znížilo uchytenie.
Ak ste nútení použiť okrúhlu nitovaciu maticu v kritickej aplikácii, môžete zvýšiť bezpečnosť nanesením upevňovacej zmesi (ako je Loctite 680) na vonkajšiu stranu tela nitovej matice pred vložením. Pred inštaláciou skrutky ju nechajte úplne vytvrdnúť. To pridáva chemickú väzbu na doplnenie mechanického trenia.






")
")
")

Copyright © Stabilné priemyselné upevňovacie prvky Co., Ltd. All Rights Reserved


 Udeliť
Udeliť