
 Udeliť
Udeliť
Domov / Novinky / Samorezné spojovacie prvky: Ako fungujú, aký typ použiť a ako ich správne špecifikovať




Vítame vás, aby ste nás kontaktovali, stabilne nielen vášho spoľahlivého dodávateľa, ale aj váš obchodný partner Tursty.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
Samosvorné spojovacie prvky sú precízne skonštruované hardvérové komponenty – matice, čapy, podpery, kolíky a držiaky káblových zväzkov – ktoré sa natrvalo inštalujú do tenkých kovových plechov ich vtlačením do vopred vyrazeného otvoru pomocou dierovacieho lisu, upínacieho lisu alebo hydraulického vkladacieho nástroja. Na rozdiel od zváraných upevňovacích prvkov, ktoré vyžadujú teplo, alebo vložiek spájaných lepidlom, ktoré sa spoliehajú na chemické spojenie, sa samosvorné upevňovacie prvky ukotvujú mechanicky procesom tvarovania za studena: zúbkovaný alebo vrúbkovaný upevňovací krúžok upevňovacieho prvku vytláča materiál z plechu do špeciálne navrhnutej podrezanej drážky, keď je aplikovaný tlak, čím sa vytvorí trvalý, zapustený spoj, ktorý sa nedá vysunúť z panelu.
Fyzika samosvornej inštalácie stojí za pochopenie, pretože vysvetľuje, prečo sú požiadavky na proces nemenné. Keď je aplikovaný vkladací tlak, vytvrdená upínacia kovadlina upevňovacieho prvku vstúpi do vyrazeného otvoru a geometria drieku posunie mäkší plošný materiál smerom von a potom dovnútra do podrezanej drážky pod upínacím krúžkom. Tento posunutý kov sa mechanicky uzamkne okolo podrezania, čím sa vytvorí spoj, ktorého zaťaženie vytlačením je určené pevnosťou v šmyku posunutého kovového stĺpa. Materiál panelu musí byť mäkší ako materiál spojovacích prvkov – zvyčajne aspoň podľa Rockwella B 20 – aby sa táto plastická deformácia mohla uskutočniť čisto bez odrazu alebo zlyhania vyplnenia podrezania.
Výsledkom je spojovací prvok, ktorý sa stáva trvalou súčasťou plechového panelu, zarovnaný s jedným povrchom alebo s ním mierne hrdý, a poskytuje vysokokvalitný spojovací bod so závitom alebo bez závitu, ktorý možno použiť s akýmkoľvek štandardným spojovacím prvkom. Samosvorná technológia bola vyvinutá a patentovaná spoločnosťou Penn Engineering (značka PEM) v 40-tych rokoch minulého storočia a odvtedy sa stala globálnou štandardnou metódou inštalácie pre plechové zostavy naprieč výrobou elektroniky, telekomunikácií, automobilového priemyslu, letectva a priemyslu, pričom desiatky výrobcov vyrábajú kompatibilné produktové rady pod značkami vrátane Sherex, Wurth, Optimas a Bollhoff.
The samosvorný uzáver rodina zahŕňa širokú škálu funkčných typov, z ktorých každý je navrhnutý tak, aby riešil špecifickú mechanickú potrebu v zostavách plechu. Výber správneho typu pred špecifikovaním veľkosti závitu alebo materiálu ušetrí značné prepracovanie a zabezpečí, že nainštalovaný spojovací prvok skutočne plní svoju zamýšľanú funkciu v zmontovanom produkte.
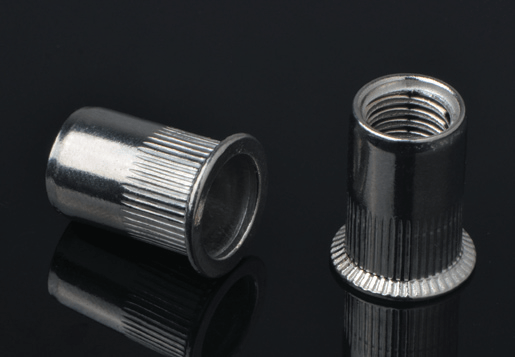
Samosvorné matice – tiež nazývané klinčovacie matice alebo PEM matice – sú najpoužívanejším typom. Inštalujú sa zapustené do panelu z jednej strany a poskytujú závitový otvor pre spojovaciu skrutku alebo skrutku na oboch stranách. Nainštalovaná matica predstavuje čistý, zarovnaný alebo mierne zvýšený povrch, ktorý je plne kompatibilný so štandardnými metrickými a jednotnými závitovými skrutkami. Clinch matice sú dostupné so štandardným stúpaním závitu, jemným závitom a metrickými ISO závitmi od M2 do M12, ktoré pokrývajú celý rozsah veľkostí upevňovacích prvkov používaných v plechových krytoch, konzolách a konštrukčných paneloch. Používajú sa všade tam, kde tenký plech neposkytuje dostatočnú hrúbku materiálu pre spoľahlivý závitový závit, čo v praxi znamená prakticky akýkoľvek oceľový plech do 3 mm a akýkoľvek hliníkový plech pod 5 mm.
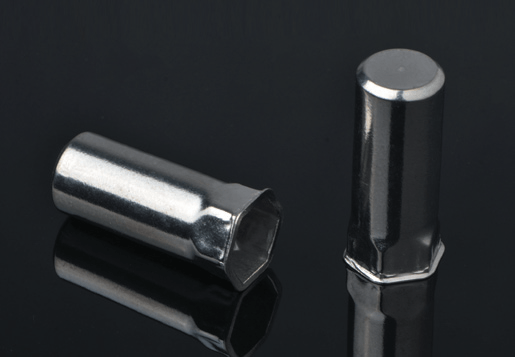
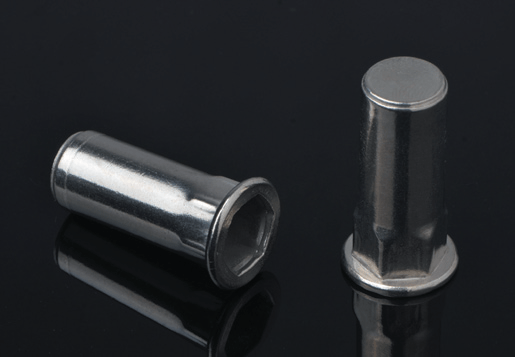
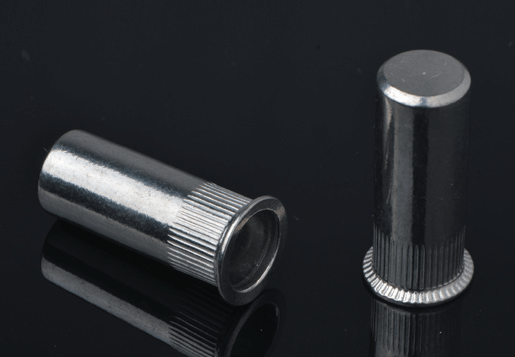
Samosvorné kolíky sa natrvalo inštalujú do panelu so závitovým kolíkom vyčnievajúcim z inštalačnej plochy a poskytujú pevný závitový kolík, ktorý prijíma maticu na druhej strane. Eliminujú potrebu držať skrutku nehybne pri uťahovaní matice na opačnej strane – čap je pripevnený k panelu a nemôže sa otáčať, takže montáž vyžaduje iba maticu a kľúč na jednej strane. Clinch kolíky sa používajú na montáž komponentov v krytoch elektroniky, na pripevnenie panelov k rámom podvozku a na akúkoľvek montáž, kde je potrebný trvalý vonkajší závit v mieste, kde je zadná časť panelu pri finálnej montáži neprístupná. Sú dostupné vo variantoch s plným a čiastočným závitom a v dĺžkach od 4 mm do 50 mm pre väčšinu bežných veľkostí závitov.
Samosvorné podpery sú valcové rozpery s dutým závitom alebo bez závitu, ktoré sa natrvalo inštalujú do panelu a poskytujú definované, pevné oddelenie medzi panelom a druhým komponentom – zvyčajne doskou s plošnými spojmi, krycou doskou alebo naskladaným panelom šasi. Sú nevyhnutné pri montáži elektroniky na montáž PCB, kde udržiavanie presnej a konzistentnej medzery medzi doskou a kovovým šasi zabraňuje skratom, umožňuje prúdenie vzduchu na chladenie a poskytuje štrukturálnu podporu, ktorá zabraňuje ohýbaniu dosky plošných spojov počas montáže a vibráciám počas prevádzky. Dištančné podpery sú k dispozícii v konfiguráciách samčí (vonkajší závit) aj vnútorný závit (vnútorný závit), čo umožňuje pripevnenie druhého komponentu buď maticou alebo skrutkou v závislosti od požiadaviek na prístup k zostave.
Okrem jadrových matíc, svorníkov a dištančných typov zahŕňa rodina samosvorných matíc dosky s plávajúcimi maticami (ktoré umožňujú obmedzený bočný pohyb na prispôsobenie sa nesprávnemu vyrovnaniu otvorov počas montáže), poistné kolíky na vyrovnávanie a otáčanie, pravouhlé konzoly na montáž komponentov kolmo na rovinu panela, držiaky káblových zväzkov trvalo ukotvené v paneli pre čisté vedenie káblového spoja a otočné upevňovacie prvky na panel a odnímateľné upevňovacie prvky na otočné viečko aplikácie. Každý špeciálny typ rieši špecifickú montážnu výzvu s rovnakou základnou výhodou ako základné typy – trvalá, vysokopevná inštalácia do tenkého plechu len z jednej strany, bez zvárania, bez lepidla a bez potreby dodatočnej úpravy po inštalácii.
Základnou požiadavkou pre úspešnú samolisovaciu inštaláciu je, že spojovací prvok musí byť výrazne tvrdší ako materský plošný materiál. Činnosť klinčovania úplne závisí od plošného materiálu, ktorý plasticky prúdi do podrezanej drážky upevňovacieho prvku – ak je plošný materiál príliš tvrdý na deformáciu, proces inštalácie rozdrví alebo zlomí panel okolo otvoru, namiesto toho, aby vytvoril čistý mechanický zámok. Väčšina špecifikácií vyžaduje, aby bol spojovací prvok aspoň o Rockwell B 20 tvrdší ako plech, čo v praxi obmedzuje kompatibilné plechové materiály na mäkkú oceľ (až do približne HRB 80), hliníkové zliatiny a plechy na báze medi.
Samozalisovanie do tvrdenej ocele, plechu z nehrdzavejúcej ocele série nad 300 alebo iných tvrdých kovov buď nie je možné, alebo vytvára inštalácie s výrazne zníženým výkonom v porovnaní s menovitými hodnotami. Pre aplikácie vyžadujúce spojovacie prvky v tvrdších plošných materiáloch sa musia namiesto toho použiť alternatívne technológie – zvarové matice, slepé nitovacie matice alebo lepené vložky. Toto je jedna z najčastejších chýb špecifikácie, s ktorou sa inžinieri stretávajú, keď inžinieri prvýkrát používajú samosvorné spojovacie prvky: aplikujú ich na kryty z nehrdzavejúcej ocele bez overenia tvrdosti plechu podľa požiadaviek na tvrdosť spojovacieho prvku.
| Materiál listu | Typická tvrdosť | Kompatibilné upevňovacie materiály | Vhodné pre seba-klinčovanie? |
|---|---|---|---|
| Mäkká / nízkouhlíková oceľ (CR, HR) | HRB 40–80 | Uhlíková oceľ, nehrdzavejúca oceľ | Áno - ideálne |
| Zliatina hliníka (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Uhlíková oceľ, nehrdzavejúca oceľ, aluminum (special) | Áno – so správnou triedou spojovacích prvkov |
| Medený / mosadzný plech | HRB 30–70 | Nehrdzavejúca oceľ, oceľ | Áno – s primeraným rozdielom tvrdosti |
| Austenitická nehrdzavejúca oceľ (304, 316) | HRB 75–95 | Iba kalená oceľ | Marginal — overiť tvrdosť; zvážiť alternatívy |
| Kalená / vysokopevnostná oceľ | 25 HRC | Žiadne praktické | Nie – použite privarené matice alebo slepé nitovacie matice |
Pre zostavy z hliníkového plechu sa štandardné oceľové samolisovacie spojovacie prvky inštalujú správne a poskytujú vysoké zaťaženie pri vyťahovaní, pretože rozdiel tvrdosti medzi spojovacími prvkami z tvrdenej ocele a mäkkými hliníkovými zliatinami je viac než dostatočný. Otázka galvanickej kompatibility je oddelená od otázky kompatibility inštalácie – oceľová prítlačná matica nainštalovaná v hliníkovom paneli bude spoľahlivo držať, ale môže spôsobiť galvanickú koróziu na rozhraní vo vlhkom alebo mokrom prostredí. Pre hliníkové panely v korozívnom prostredí špecifikujte nerezové samosvorné spojovacie prvky alebo hliníkové samosvorné spojovacie prvky, ak sú k dispozícii, a overte si, či sa pre špecifikovanú triedu zliatiny plechu používajú špecifické výrobky z hliníkovej klinovej matice určené na montáž hliníka (ktoré používajú mäkšie telo spojovacieho prvku na udržanie rozdielu tvrdosti).

Každý samočinný spojovací prvok má minimálnu hrúbku plechu, pod ktorou klinčovanie nemôže vytvoriť spoľahlivý mechanický zámok, a odporúčanú hrúbku plechu, pri ktorej je výkon optimalizovaný. Tieto limity nie sú usmerneniami – inštalácia samosvorného spojovacieho prvku do plechu tenšieho, ako je jeho minimum, vytvorí inštaláciu, ktorá vyzerá úplne, ale má dramaticky zníženú nosnosť pri vyťahovaní a vyťahovaní, pričom zvyčajne zlyhá pri zlomku menovitého výkonu.
Minimálna hrúbka plechu pre lisovacie matice do ocele je zvyčajne 0,5–0,8 mm pre veľkosti závitu M2–M3, pričom sa zvyšuje na 1,2–1,6 mm pre veľkosti M6–M8. Minimálna hrúbka je riadená objemom materiálu, ktorý musí plasticky vtiecť do podrezanej drážky, aby sa dosiahlo menovité zaťaženie pri vyťahovaní – príliš tenký plech a jednoducho nie je dostatok materiálu na adekvátne vyplnenie podrezania. Je tiež špecifikovaná maximálna hrúbka plechu, nad ktorou telo upevňovača nevyčnieva dostatočne ďaleko cez plech, aby správne zapadlo do nákovy. Koncepcia rozsahu uchytenia od slepých nitovacích matíc má ekvivalent v samosvornosti: každý produkt je navrhnutý pre okno s definovanou hrúbkou panelu a zotrvanie v tomto okne je nevyhnutné pre výkon.
Samorezné upevňovacie prvky vyžadujú čistý, okrúhly otvor presného priemeru – priemer inštalačného otvoru je v tolerancii užší ako typická tolerancia vŕtania, ktorá sa zvyčajne uvádza na ±0,05 mm alebo lepšie. Dierované diery sú silne uprednostňované pred vŕtanými dierami pre výrobné samolisovacie inštalácie, pretože dierovanie vytvára čistý, presne dimenzovaný otvor konzistentne pri vysokých výrobných rýchlostiach, bez otrepov na vstupnej strane dierovača (strana, z ktorej sa spojovací prvok klinuje), keď je vôľa razidla a matrice správne nastavená. Vŕtané otvory možno použiť na prototypové a maloobjemové práce, ale vyžadujú odihlovanie na oboch stranách a starostlivú kontrolu priemeru, aby sa zabezpečilo, že budú spadať do tesného tolerancie, ktorú spojovací prvok vyžaduje. Laserom vyrezané otvory sú čoraz bežnejšie a poskytujú vynikajúcu presnosť priemeru, ale môžu mať mierne tepelne ovplyvnenú zónu na hrane rezu, ktorá znižuje ťažnosť materiálu na stene otvoru – overte testovaním inštalácie predtým, ako sa zaviažete k laserom vyrezaným otvorom na výrobu samorezných aplikácií.
Samosvorné spojovacie prvky sa inštalujú pomocou plochej hladkej montážnej nákovy – buď v stolovom lise, tŕňovom lise, lise s C-rámom alebo produkčnom dierovacom lise – ktorý pôsobí prítlačnou silou kolmo na povrch panelu. Nákovka sa dotýka hlavy pripevňovača, zatiaľ čo panel spočíva na rovnej nosnej ploche, pričom driek pripevňovača vyčnieva cez pripravený otvor. Keď sa lis zatvára, upevňovací prvok sa zatlačí do plechu a klinčovací krúžok deformuje materiál plechu do podrezanej drážky jediným hladkým ťahom.
Potrebná sila na inštaláciu závisí od typu upevňovača, veľkosti závitu, materiálu plechu a hrúbky plechu. Typické inštalačné sily sa pohybujú od približne 1 kN pre malé upínacie matice M2 z tenkého hliníka až po 40–60 kN pre veľké svorníky M10–M12 z oceľového plechu. Tieto sily sú v rámci kapacity štandardných stolových upínacích lisov pre malé veľkosti, ale väčšie veľkosti vyžadujú správne dimenzovaný C-rám alebo hydraulický lis. Inštalácia musí byť vykonaná s rovnobežnou kovadlinou a nosnou plochou – akákoľvek uhlová odchýlka spôsobí, že sa upevňovací prvok nainštaluje naklonený, čím sa vychýli os závitu a zníži sa pevnosť v ťahu.
Pri veľkoobjemovej výrobe plechov – výrobe serverových regálov, výrobe komponentov karosérií automobilov a výrobe krytov elektroniky – sa samorezné spojovacie prvky inštalujú automaticky pomocou vyhradených podávacích a vkladacích strojov alebo vkladacích modulov integrovaných do lisovacích nástrojov. Automatické vkladacie stroje používajú podávače misiek alebo balenie s páskou a kotúčom na orientáciu a podávanie jednotlivých spojovacích prvkov do vkladacej hlavy rýchlosťou stoviek dielov za minútu, so systémami sledovania videnia alebo sily na detekciu nesprávne naložených alebo chýbajúcich spojovacích prvkov a odmietnutie panelov s chybami inštalácie predtým, ako budú pokračovať v procese montáže. Niektorí výrobcovia dierovacích lisov ponúkajú samosvorné vkladacie nástroje, ktoré inštalujú spojovacie prvky rovnakým lisovacím zdvihom ako operácia dierovania, čím sa úplne eliminuje samostatný krok vkladania a dosahuje sa nulový dodatočný čas cyklu na inštaláciu spojovacieho prvku.
Pre flexibilné výrobné prostredia, ktoré manipulujú s viacerými typmi produktov, sa čoraz viac využívajú robotické samosvorné inštalačné systémy využívajúce kolaboratívne roboty (coboty) vybavené koncovými efektormi vkladania. Tieto systémy je možné naprogramovať pre rôzne typy spojovacích prvkov a rozmiestnenie panelov bez špeciálneho tvrdého náradia, čím sa zabezpečí konzistentnosť inštalácie automatizovaného zariadenia s flexibilitou manuálnej prevádzky – presvedčivá kombinácia pre zmluvných výrobcov plechu, ktorí sa zaoberajú veľkoobjemovými prácami so stredným objemom.
Výkon samosvorného spojovacieho prvku je charakterizovaný tromi hodnotami zaťaženia, ktoré spolu definujú odolnosť spojovacieho prvku voči silám, ktorým bude vystavený v prevádzke. Pochopenie toho, čo každá hodnota znamená a ako súvisí s podmienkami zaťaženia aplikácie, je nevyhnutné na overenie, či je samosvorný spojovací prvok vhodný pre návrh spoja.
Tieto menovité hodnoty špecifikujú výrobcovia pri definovanej montážnej sile na špecifikovaný materiál plechu a hrúbku. Inštalácia pri nižšej ako špecifikovanej inštalačnej sile – v dôsledku nedostatočného výkonu lisu alebo predčasného zastavenia zdvihu operátorom – vytvára namontované spojovacie prvky s výrazne nižším skutočným výkonom, ako sú publikované hodnoty. To je dôvod, prečo monitorovanie sily na automatizovanom zavádzacom zariadení nie je luxus, ale kvalitatívna požiadavka pre akúkoľvek aplikáciu, kde sa zaťaženie spoja blíži k zmysluplnému zlomku publikovaných hodnôt výkonu.
Samosvorné spojovacie prvky súťažia so zvarovými maticami a slepými nitovacími maticami v mnohých aplikáciách plechu a správny výber závisí od špecifickej kombinácie plechového materiálu, hrúbky, objemu výroby, požiadaviek na povrchovú úpravu a obmedzení prístupu k montáži. Žiadna technológia nie je univerzálne lepšia – každá víťazí v špecifických kontextoch.
Zváracie matice ponúkajú najvyššiu pevnosť spoja a nie sú ovplyvnené tvrdosťou plechu, ale vyžadujú si prístup k zváraniu z jednej alebo oboch strán, zavádzajú teplo, ktoré môže zdeformovať tenké panely a poškodiť okolité nátery, vyžadujú čistenie po zváraní a často opätovnú úpravu oblasti zvaru a zvyšujú náklady na kvalifikované zváracie operácie. Sú správnou voľbou pre aplikácie s hrubými konštrukčnými oceľami, kde požiadavky na pevnosť spoja presahujú to, čo môžu poskytnúť zalisované spojovacie prvky, a pre materiály, kde nie je možné samozopnutie. Slepé nitovacie matice môžu byť inštalované len s jednostranným prístupom pomocou jednoduchého ručného alebo pneumatického náradia bez lisu, vďaka čomu sú všestrannejšie pre inštaláciu v teréne a aplikácie dodatočnej montáže, ale spoliehajú sa na samostatný nastavovací nástroj a ponechávajú vonkajšiu prírubu, ktorá vyčnieva z čela panelu – menej čisté ako zapustená samosvorná inštalácia.
Samorezné upevňovacie prvky vyhrávajú, keď objem výroby odôvodňuje lisovacie nástroje, keď povrchová úprava panelov musí byť zachovaná na oboch stranách (žiadne rozstreky zvaru, žiadna vonkajšia príruba), keď je materiál dosky dostatočne mäkký na to, aby sa dal zaklincovať, a keď je možné inštaláciu vykonať pred potiahnutím alebo zmontovaním panelu. Zabezpečujú čistejšiu, profesionálnejšiu inštaláciu ako klinové matice pri ekvivalentných hodnotách nosnosti v oceľovom a hliníkovom plechu a absencia akéhokoľvek samostatného závitu na zapojenie nástroja znamená, že nedochádza k poškodeniu tŕňa a žiadne obmedzenie hĺbky záberu závitu nastavovacím nástrojom. Pre veľkoobjemovú výrobu plechových krytov – serverových šasi, elektrických skríň, automobilových držiakov a krytov zdravotníckych zariadení – sú samorezné spojovacie prvky inštalované automatizovaným zariadením zvyčajne najnižšie celkové náklady na spoj, keď objem odôvodňuje investíciu do nástrojov.
Objednávanie samorezných spojovacích prvkov bez úplnej špecifikácie je spoľahlivá cesta k prijatiu nesprávneho produktu – kombinácia typu spojovacích prvkov, veľkosti závitu, hrúbky plechu a materiálov dostupných v rámci sortimentu jedného výrobcu siaha až do stoviek jednotlivých čísiel dielov a katalógové popisy, ktoré sa zdajú podobné, sa môžu líšiť v kritických rozmerových detailoch. Kompletná špecifikácia obsahuje všetky nasledujúce parametre.






")
")
")

Copyright © Stabilné priemyselné upevňovacie prvky Co., Ltd. All Rights Reserved
